Cnc Turning Aluminum
Aluminum is an essential industrial material and commonly CNC turning material, as it exhibits interesting thermal properties and excellent machinability, and is thus the preferred material in the most manufacturing sector in a wide range of industries.Part CNC turning is an important part of the current machining industry, and the CNC turning of aluminum parts is the key and difficult point in part processing. In order to further ensure the machining quality of aluminum cnc turning parts, The CNC master of Be-cu company must fully understand the factors affecting the machining accuracy of aluminum parts and constantly study the measures to effectively improve the NC turning process of aluminum parts. Finally, CNC master of Be-cu company further master the machining process through the rife case studies of CNC turning of aluminum parts.
Aluminum CNC Turning Services – Custom China Aluminum Turning Parts Suppliers & Company
Be-cu is an experienced precision aluminum turning services supplier, manufacturer, exporter in China, has been specialized in offering best OEM CNC lathe services for superior quality low cost aluminum turning parts, CNC lathe parts or high precision machined components with the operation of an impressive range of state-of-the-art turning machines, such as washers, bolts, shafts, rivets, spacers, sleeves, nipples, aluminum fittings, pipe fittings, light fittings, wheel studs, etc. Our advanced aluminum turning center routinely works with a wide variety of aluminum materials, ranging from 2011, 2024, 5083, 6061, 6063, 7075 and more.Aluminum Cnc Turning Capable of parts up to 21 in*up to 36 in. Boring, drilling, facing, grooving, knurling, parting/cutting, external and internal threading, contour, form, taper and straight turning and more. We can always choose a suitable precision turning process to reach your requirements. Our custom CNC machining services ensure that our customers receive the highest quality aluminum turned parts. Send your inquiry or drawing fast to get an online CNC quote.
Be-cu Precision CNC Turning Aluminum Capabilities And Features
BE-CU prototype company is capable to provide cost-effective aluminum CNC turning lathe services and quality aluminum parts with high precision and accuracy for vast projects.
- Low, medium to high volume batches production run
- Rapid prototyping and end-use manufacturing
- High dimensional accuracy, high speed and high reliability
- Great productivity
- Improved efficiency
- Smooth finishes and tight tolerances can be achieved
Why Choose Be-cu Aluminum CNC Turning Services
- We have multiple CNC manufacturing capabilities and can meet a wide variety of needs. In addition to turning, we specialize in milling, lathing, drilling, CNC turning and milling services, so you can obtain a large selection of CNC machined parts from our trusted team.
- We have a complete set of state-of-the-art turning equipment and quality control system in the CNC shop, to deliver durable lathe parts with cheap CNC turning prices.
- Our technicians are experts in the field of CNC turning parts, have rich experience providing custom service in precision CNC machining to a wide range of industries, both domestically and internationally.
Aluminum cnc turning Operations – Types of Aluminum cnc turning
There are many types of Aluminum cnc turning operations for CNC lathe services can be performed on a live tooling lathe in Aluminum cnc turning factory, including Hard turning, Parting, Facing, Boring, Reaming, Taper turning, Drilling, Knurling, Threading, Grooving, etc., comes in varying tools, cost and set-up time.
- Tapered turning: produce a cylindrical part of which diameter decrease from one end to another.
- Hard turning: suited for materials with a Rockwell C hardness greater than 45, typically performed after heat treated.
- Spherical generation: create a spherical finished surface, turning around fixed rotary axis.
- Facing: a turning operation in which the workpiece is machined to its center.
- Parting: create deep grooves that remove a completed or part-complete component from its parent stock.
- Grooving: similar to parting, but only cut to a specific depth from outside or inside of workpiece.
- Drilling: remove materials to drill holes from the inside of a workpiece with drill bits held stationary in the tail stock or tool turret of the lathe. Boring: enlarge or smooth an existing hole.
- Knurling: cut serrated pattern onto the surface of workpiece with knurling tool, to change or enhance visual effect or hand grip.
- Reaming: remove a small volume of materials from a drilled hole, for highly accurate diameters.
- Threading: turn standard and non-standard screw threads, generally means single-point threading.
- Polygonal turning: non-circular forms machining operation without interrupting the rotation of the raw material.
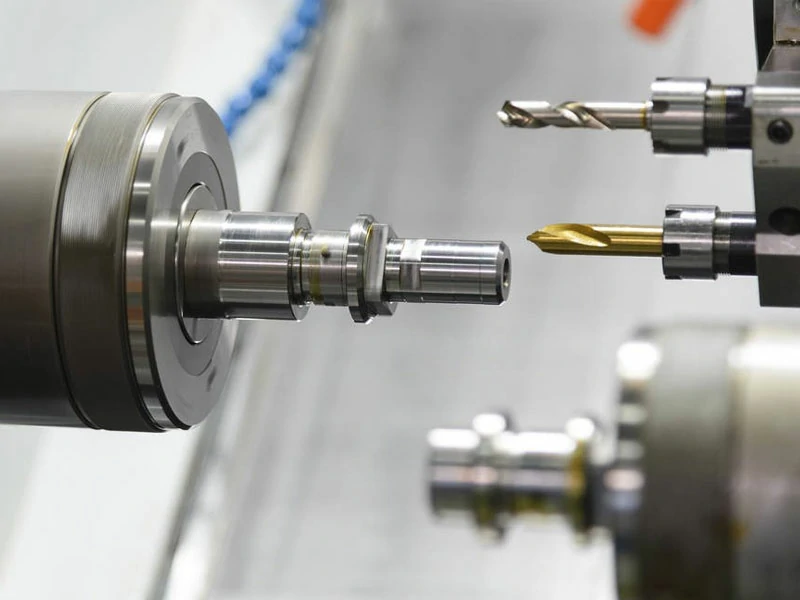
Aluminum cnc turning is a particular form of the precision CNC machining process that holds a cylindrical workpiece in a chuck and rotated, while the cutting tool is fed to the piece and removing material to get the desired CNC turned components, leaving an excellent surface finish that sometimes requires no post-processing. Turning can be performed on the outside or inside of the workpiece to produce tubular components to diverse geometries.
When it comes to the Aluminum cnc turning process, the subtractive manufacturing method is typically performed on CNC lathe or turning center. Before the cutting, G-code and turning machine need to be prepared, then secure the blank bar of stock material in the chuck of spindle, the chuck holds the piece in place when the spindle rotates. With the spindle spins to certain speed, a stationary single-point Aluminum cnc turning cutter will move on a linear path that parallel to the axis of rotation and remove excess material, reduce the diameter of the block, specify the dimension and create smooth finish, to get final custom CNC turned parts with desired specification.
Aluminum turning is to use the rotary motion of the workpiece and the linear or curvilinear motion of the tool to change the shape and size of the blank on the lathe, and process it to meet the requirements of the drawing.
Turning aluminum is a method of cutting a workpiece on a lathe using the rotation of the workpiece relative to the tool. The cutting energy of aluminum turning is mainly provided by the workpiece rather than the tool. Turning is the most basic and common cutting method and plays a very important role in production. Turning is suitable for machining revolving surfaces. Most workpieces with revolving surfaces can be processed by turning methods, such as inner and outer cylindrical surfaces, inner and outer conical surfaces, end faces, grooves, threads, and rotary forming surfaces. The tools used are mainly turning tools.
- When turning a stepped shaft, in order to ensure the rigidity during turning, generally the part with a larger diameter should be turned first, and then the part with a smaller diameter should be turned.
- When grooving on the shaft workpiece, it should be carried out before finishing to prevent the workpiece from being deformed.
- When finishing a threaded shaft, generally the unthreaded part should be finished after threading.
- Before drilling, the end face of the workpiece should be turned flat. The center hole should be drilled first if necessary.
- When drilling deep holes, generally drill pilot holes first.
- When turning (Φ10-Φ20) mm holes, the diameter of the tool holder should be 0.6-0.7 times the diameter to be machined; when aluminum machining holes with a diameter larger than Φ20 mm, generally a tool holder with a clamping head should be used.
- When turning multi-start threads or multi-start worms, make trial cutting after adjusting the exchange gear.
- When using an automatic lathe, the relative position of the tool and the workpiece should be adjusted according to the machine tool adjustment card. After the adjustment, test turning should be carried out, and the first piece can be processed only after it is qualified; during the processing, always pay attention to the wear of the tool and the size and surface roughness of the workpiece. Spend.
- When turning on a vertical lathe, after the tool rest is adjusted, the beam should not be moved at will.
- When the relevant surface of the workpiece has positional tolerance requirements, try to complete the turning in one clamping.
- When turning cylindrical gear blanks, the hole and the reference end face must be machined in one clamping. If necessary, a marking line should be drawn near the gear index circle on the end face.